

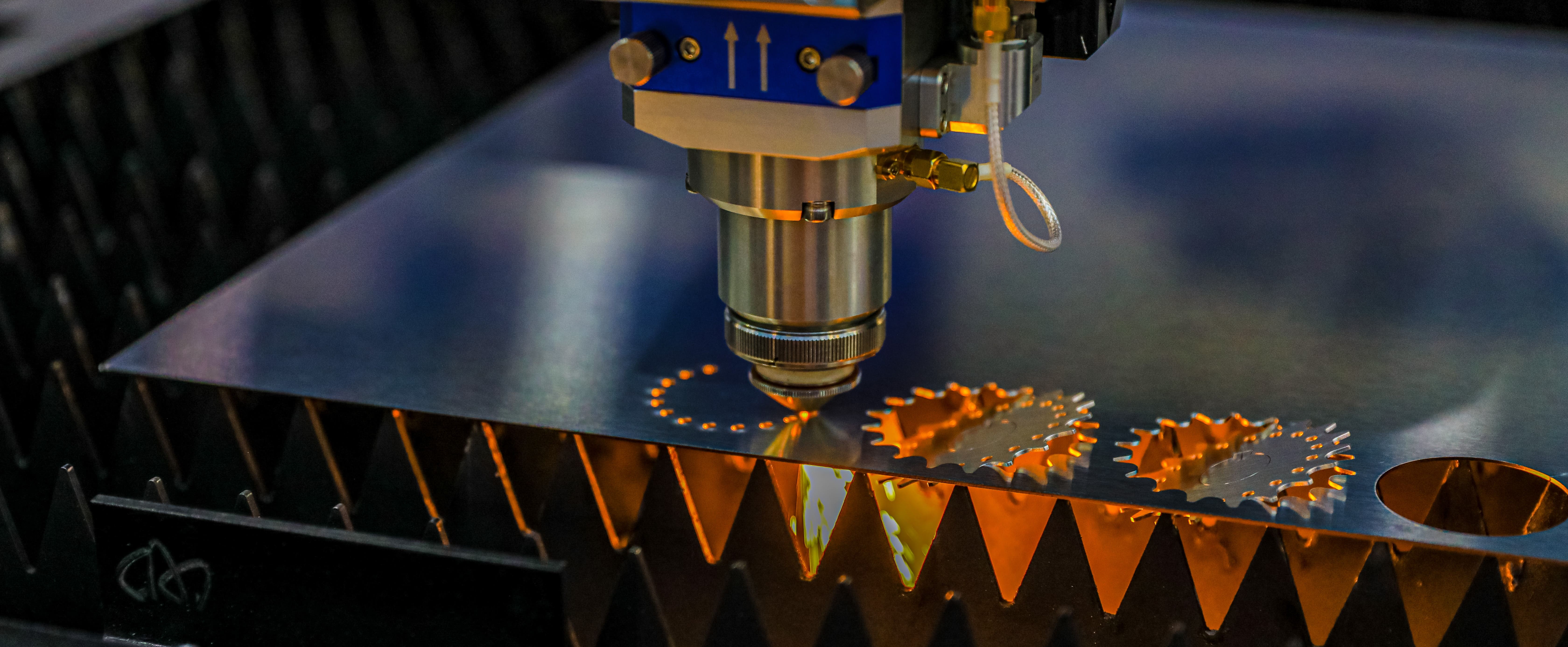
Лазерная резка






Лазерная резка – технология, получившая применение при обработке и разделении слоистых материалов, композитов, дерева, металла, горных пород, бумаги, полимерных пленок, керамики и пр. Она используется везде, где требуется высокая точность работ при минимальном механическом напряжении. Процесс лазерной резки предполагает быстрый локальный нагрев поверхности сфокусированным лучом лазера, вызывая плавление и испарение материала. Работы проводятся без механического контакта инструмента с обрабатываемым материалом. При этом создается высокая концентрация энергии, что позволяет обрабатывать изделия из материалов любой твердости. Также лазерной резкой сверлят отверстия, наносят риски, пазы, дорожки.
Лазерная резка: виды
К резке лазерным лучом относят несколько методов:
- Разделение. Предполагает сквозную резку материала. Позволяет получать отдельные детали заданной конфигурации.
- Термораскалывание. В месте обработки лазер создает повышенное термическое напряжение. Подходит для работ с хрупкими материалами.
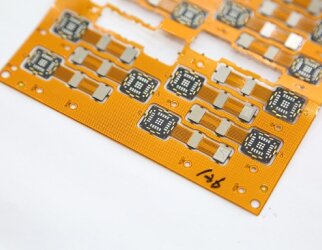
- Скрайбирование. Метод используется при работах с полупроводниками, керамикой, ситалловыми подложками. Обеспечивает их быстрое и качественное разделение.
Первые две технологии относятся к процессам непрерывного действия. При скрайбировании зачастую применяют лазеры импульсного или импульсно-периодического типа.
Выбирая метод резки лазером, во внимание принимают вид обрабатываемого материала, его толщину, требуемый уровень качества.
Преимущества и недостатки лазерной резки
К преимуществам резки лазером относят:
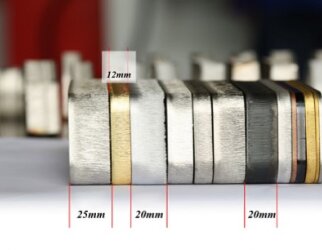
- возможность обработки любых материалов: лазер разрезает лист стали, толщиной до 40 см;
- высокая автоматизация процесса, позволяющая получать контуры сложных пространственных форм;
- узкий рез, который обеспечивается локальным нагревом поверхности;
- отсутствие механического воздействия, что позволяет обрабатывать тонкие, хрупкие, легко деформируемые материалы;
- высокая производительность процесса: скорость резки около 25 м/мин;
- возможность точно контролировать температуру нагрева, что повышает качество работ;
- выполнение как плоской (2D), так и трехмерной 3D резки.
Технология нашла широкое применение при резке сложных контуров и мелких деталей, что также является ее преимуществом. К недостаткам лазерной резки можно отнести дорогую стоимость оборудования и высокое энергопотребление.
Параметры качества лазерной резки металлов
Система лазерной резки – это уникальная точность и высокое качество выполнения работ на высоких скоростях. Параметры процесса резки лазером зависят от следующих критериев:
- марка стали;
- толщина изделия;
- мощность излучения лазера;
- требования к чистоте реза;
- газ, используемый в работе.
Данные параметры нормируются. Зачастую место прожига выносится за пределы вектора резки в программе станка, наделенной повышенной гибкостью настроек. При неправильном подборе скорости процесса, некорректно выставленном фокусном расстоянии, неверной скорости и мощности источника излучения качество работ заметно снизится.
Технология лазерной резки металла
Принцип работы лазерного станка основан на следующих механизмах разделения:- Испарение.
- Плавление.
- Термораскалывание.
- Термохимическое воздействие.
Испарение
Характеризуется поглощением лазерного излучения, вследствие чего его энергия передается поверхности. Локальное повышение температуры до точки кипения происходит настолько быстро, что жидкий материал не успевает скопиться. Неметаллические материалы со сложным химическим строением разрушают методом возгонки. По мере возрастания температуры будут разделяться отдельные компоненты. Внутреннее кипение при определенной длине волны – особенности лазерной резки частично прозрачных материалов.
Один их этапов испарения – образование эрозионного факела. Предполагается удаление с поверхности пара струей, которая подается с околозвуковой скоростью. Поток также захватывает сконденсировавшиеся капли, продукты эрозии со стенок и дна каналов. В результате этого процесса, сопровождающегося повышением температуры, возникает термомеханическое напряжение и волны давления, которые и вызывают разрушение материала.
Следующий этап – экранирование поверхности. Выход пара из зоны обработки приведет к снижению плазмообразования, что повлечет за собой уменьшение интенсивности излучения. Также оно будет рассеиваться на твердых частичках и конденсате. Если совпадет частота колебаний молекул газа и лазерного луча, будет наблюдаться резонансное поглощение. Задача экранировки состоит в том, чтобы обеспечить оптимальную мощность излучающего потока. Ту, при которой удельный выброс массы будет максимальным.
В итоге устанавливается автоколебательный режим испарения, носящий самосогласованный пульсирующий характер. Данный процесс сопровождается высокими удельными энергозатратами. Применяется для сверления отверстия, скрайбирования и гравирования.
Плавление
Процесс методом плавления происходит следующим образом:
- Поверхность поглощает луч, приводя к испарению материала в зоне обработки. В результате образуется парогазовый канал.
- Жидкий расплав скапливается на стенках каналов. Процесс аналогичен лазерной сварке с глубоким проплавлением.
- Расплав удаляется из зоны обработки при помощи выплеска, выдувания вспомогательным газом или фонтанирования.
Используя лазеры для резки и эту технологию, обрабатывают металлы, горные породы, керамику, стекло и пр. Следует учесть, что некоторые пластики и минералы при таком излучении могут необратимо поменять свой химический состав. В определенных газовых средах нагрев лазером может дополнительно повысить тепловую энергию.В результате чего потребление энергоресурсов будет существенно снижено в сравнении с лазерной обработкой материалов методом испарения.
Термораскалывание
С использованием данной технологии разрезают лазером хрупкие материалы. Перепад температур в зоне выполнения работ приводит к появлению термоупругих напряжений, превышающих предел прочности изделия. В результате поверхность растрескивается. Распространением трещин можно управлять, корректируя режим работы луча. В сравнении с двумя предыдущими вариантами термораскалывание требует минимальных затрат мощности и энергии.
Термохимическое воздействие
Также лазерное излучение может оказывать и термохимическое воздействие на материал. Это обусловлено:
- локальным нагревом, сопровождающегося образованием частичек с внутренней энергией, превышающей ту, которая активизирует химические реакции;
- поглощением фотонов молекулой с ее последующим диссоциированием до уровня вступления в реакцию с другой молекулой (температура среды практически не меняется);
- появлением радиационно-химических процессов с образованием ионов, возбужденных частиц и радикалов;
- макроскопическим разогревом поверхности.
Необходимо современное оборудование для лазерной обработки материалов, обращайтесь в компанию АО «ЛЛС». Менеджеры предоставят дополнительную консультацию и помогут с выбором.


{kind=link}
{kind=link}
{kind=link}